Стоимость работы составляет 1390 руб. Для получения материалов данной работы обращайтесь к администраторам через соц. сеть https://vk.com/studbazar или по электронной почте studbazar@mail.ru.
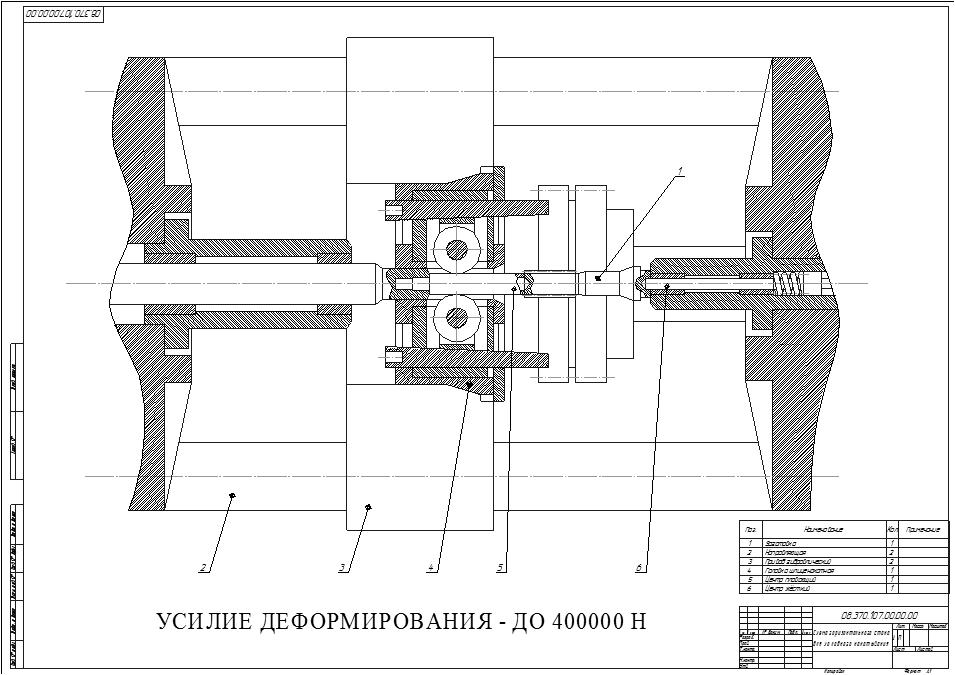
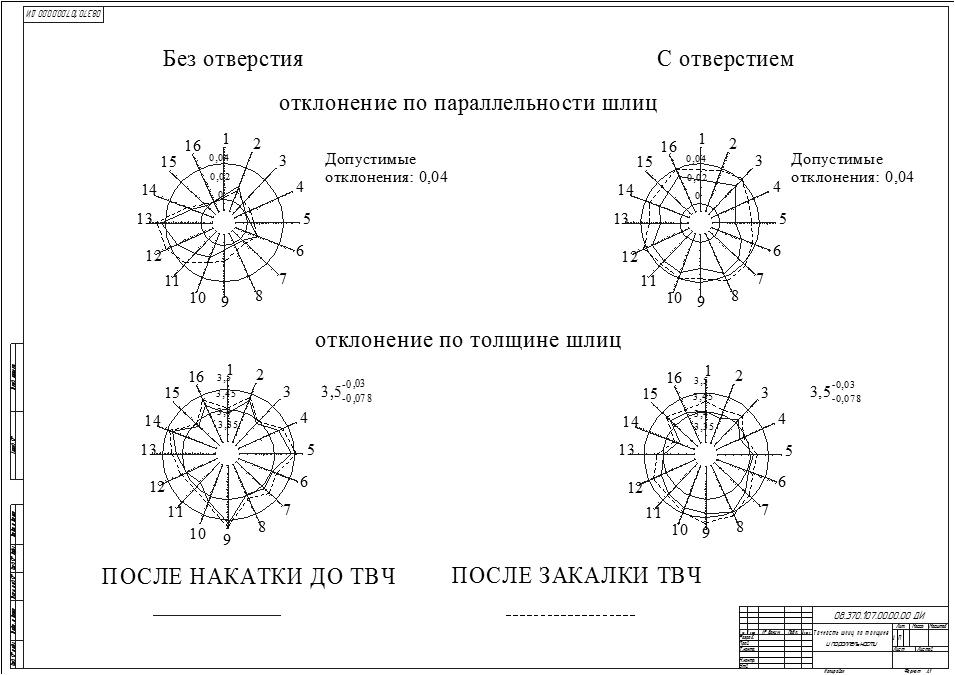
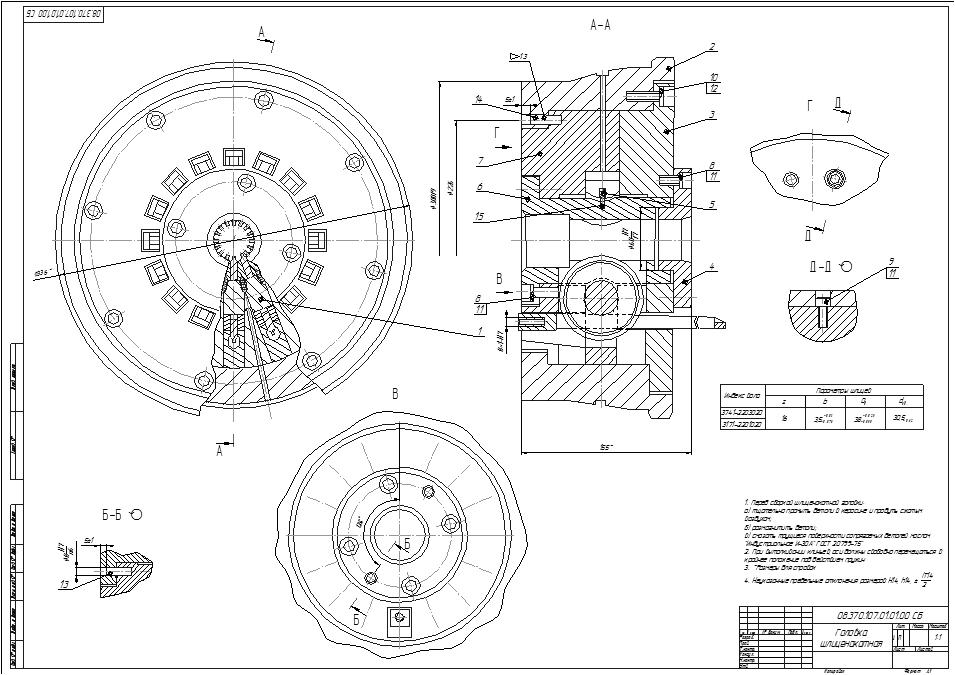
В машиностроении, как и в тракторостроении, находят широкое применение подвижные шлицевые соединения. Большой проблемой как производственной, так и научной является проблема эксплуатационных показателей выпускаемых машин. Процессы, обеспечивающие окончательную чистовую и размерную обработку, являются чрезвычайно перспективными. Одним из таких процессов является накатывание прямоугольных шлицевых валов в холодном состоянии. Данный метод нашел широкое применение на рассматриваемом предприятии. Формирование шлицев продольным накатыванием производится на специальных станках или накатных головках, смонтированных на серийных станках. При накатывании шлицевых валов, насосная станция станка создаёт осевые усилия до 40 тонн, что оказывает значительное влияние на точность получаемых профилей. Накатывание в несколько проходов позволяет снизить усилия деформирования, за счёт снижения объёма деформированного металла. При накатывании валов, металл «течёт» по всему сечению, как на встречу накатным роликам, так и к началу заготовки. Для исключения встречного течения металла, мы рекомендуем высверливать в заготовке внутреннее отверстие на всю длину шлиц. При этом металл будет перемещаться к центру заготовки. Для исключения влияния веса накатной головки на точность шлицев, нами спроектирована конструкция стана вертикального исполнения. При этом вместо двух направляющих для увеличения жёсткости станка мы берём три штока и вносим в конструкцию накатного станка незначительные изменения. Между накатным роликом и осью ставим обойму по типу самоустанавливающегося подшипника, который исключает защемление накатного ролика во вставке. На наш взгляд это мероприятие приведёт к повышению точности шлицев и исключения бокового усилия на ролик при неправильной его установке.